

深孔鉆加工方法,運用深孔鉆槍鉆主要步驟以及深孔鉆床操作規范
文章作者:臺翰機械 發布時間: 瀏覽次數:4390次
摘要:隨著科技時代的到來,在許多的作業中關于深孔鉆的運用仍是恰當的多,特別是關于深孔鉆來說,假設仍是依照以往的老需求來進行的話,恐怕仍是難以有較大的展開。深孔鉆一般是運用高速鋼,硬質合金做的
?
隨著科技時代的到來,在許多的作業中關于深孔鉆的運用仍是恰當的多,特別是關于深孔鉆來說,假設仍是依照以往的老需求來進行的話,恐怕仍是難以有較大的展開。深孔鉆一般是運用高速鋼,硬質合金做的,每個深孔鉆的排屑多是依照其尺度大小進行制造。
有專業的導向還有定心作用。每個品種切削時的振蕩也是各不相同。深孔鉆加作業為二戰今后展開起來的一種新式加工工藝,在國民經濟展開中發揮著越來越無量的作用,具有加工效率高、變換刀片便當、刀體可長期運用、刀具耗費費用低一級多種特征。
深孔鉆加工分為以下幾種辦法:
1、實心鉆孔法,用于加工無孔毛坯。
2、鏜孔法,用于前進孔的精度和下降孔的內表面粗糙度。
3、套料鉆孔法,運用空心鉆頭鉆孔,加工后可取出一根芯棒。
深孔鉆刀具在加工時依照不一樣的需求選用不一樣的加工辦法,前進技術前進精確度然后前進產品的質量。深孔鉆按排屑辦法分為外排屑和內排屑兩類。外排屑的有槍鉆、深孔扁鉆和深孔麻花鉆等;內排屑的因所用的加工體系不一樣,分BTA深孔鉆、噴射鉆和DF深孔鉆3種。
運用深孔鉆槍鉆的首要步驟是什么呢?
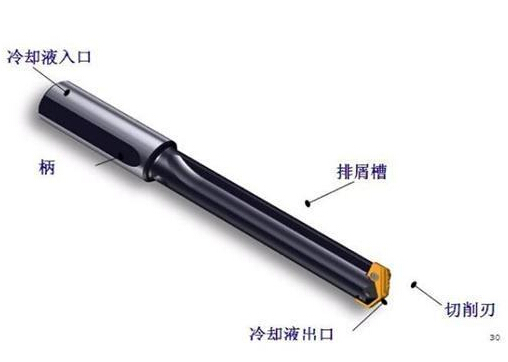
深孔鉆槍鉆專門用于加工深孔的鉆頭。在機械加工中一般把孔深與孔徑之比大于6的孔稱為深孔。深孔鉆削時,散熱和排屑困難,且因鉆桿細長而剛性差,易發作彎曲和振蕩。一般都要憑仗壓力冷卻體系處理冷卻和排屑疑問。深孔鉆槍鉆的Zui大的特征即是采用了特制的鉆頭,在運用進程中,既起導向作用,又有避免高壓冷卻液泄露。首要由床體、主軸箱、集屑器、授油器、鉆桿箱、工件支架、鉆桿支架等體系構成。那么運用深孔鉆槍鉆的首要進程是什么呢?
1.預先在作業物上鉆出一精度為+0.001英寸(0.0254mm)/-0的扶引孔,深度為鉆徑之二分之一;留心:該孔徑肯定不能小于鉆頭直徑。
2.供認鉆頭被牢固地鎖緊在夾持套筒里,并安靖地銜接于主軸上;同時對好切削中心線。將切削冷卻液儲存箱與噴嘴接兼并銜接到作業母機上。
3.將鉆刃尖端伸入扶引套或扶引孔內,但不可使尖端碰觸及扶引套或扶引孔的底部。
4.打開滑動或兩層閥門,調整霧化混合氣至恰當情況,選定恰當的進刀速度與轉速。
深孔鉆床的操作規范
1、 深孔鉆床源電壓不堅決值不得大于5%,機床電機標牌電壓、頻率與電源相符,不然,禁絕建議電機作業。
2、 深孔鉆床動前,檢查寫入滑臺導軌和進給主軸的潤滑油的油面是不是在油位計中心,若油位低于下限,要加油到油位計中部。
3、 潤滑油,深孔鉆油要依機床說明書規則的油品或化學成份與規則的油品類似的油類方可運用。
4、 冷卻油箱規劃成離隔的兩有些,只允許清潔油的液面高于不潔凈油的液面高度,以防不潔凈油流入潔凈油箱內,冷卻油液面可通過安在不潔凈油箱一側的控制窗口,每星期檢查一次,液面有必要高于玻璃下符號,以防油泵吸入空氣而失掉作用。通過上端的玻璃有必要看到液面,不然,很難保證循環。
5、 主軸的V型皮帶需替換新皮帶時,要有滿足的預緊力,避免下垂、發熱,作業時發作噪音或顫抖,若發現這類疑問,要從頭緊一下皮帶。作業一小時后,要從頭緊一下皮帶,以補償皮帶開始拉長和脫槽。每作業40小時,檢查一下皮帶松緊,并從頭緊下皮帶。
6、 檢查夾緊錐放置是不是適合,被夾持的零件應全部觸摸,不能有少量裂隙,繃簧支承裝有鉆套,要保證鉆套與工件觸摸,不然,有折斷鉆頭的危險。
7、 替換新鉆套或鉆頭時,鉆孔前,要細心檢查替換的鉆套與支承,鉆頭與鉆套之空位是不是適合。
8、 在作業中,對冷卻設備每天要進行幾回拾掇,關掉泵,滾動手輪拾掇濾油器(在鉆孔時不要進行),翻開排水閥并沖走濾渣。拾掇后,按“冷卻缺陷打掃”按鈕。作好濾清預備。使清潔油隔室的油面康復到作業油面。以避免過濾元件和刮水器阻塞,致使損壞過濾器的功用。
9、 切削用量等有關參數的挑選,既影響到加工質量和工效,又聯絡到安全出產。為合理挑選切削用量,;冷卻液壓力及流量,鉆孔直徑的聯絡參數,要依機床說明書供給的三組圖線參數來選用。對鉆削的進給速度應盡或許的低于曲線給出的參數。關于刀具的壽數、鉆削的質量和作業速度在進行一個無缺的加工周期后,在據實踐經驗予以改善判定。
10、當鉆削操作失調或發作缺陷時,按“快速復位”按鈕,使鉆孔連續并快速復位。則鉆頭退出鉆孔。
11、只需深孔鉆床在發作危殆情況下,方可按“急切連續”按鈕,連續鉆削。按“急切連續”按鈕,鉆頭有卡死、開裂的或許。
12、 進行往常維護機床時,例如:替換鉆頭、替換皮帶、替換齒輪、拾掇深孔鉆床等,保證機床動力開關堵截,并將主令開關放置“0”位。
13、 電器體系的修補和替換零件,要由熟練的并通過附和的人員進行。
14、 深孔鉆床開始作業和作業完畢的操作次序,有必要按該深孔鉆床說明書的操作有些規則進行操作。
本文由自動鉆孔機廠家-臺翰機械整理發布,轉載請注明出處,原文地址:http://www.sanxingshouji.com.cn/news/108.html
延伸閱讀
-
18-07-21隨著科技時代的到來,在許多的作業中關于深孔鉆的運用仍是恰當的多,特別是關于深孔鉆來說,假設仍是依照以往的老需求來進行的話,恐怕仍是難以有較大的展開。深孔鉆一般是運用高速鋼,硬質合金做的
-
18-07-21隨著科技時代的到來,在許多的作業中關于深孔鉆的運用仍是恰當的多,特別是關于深孔鉆來說,假設仍是依照以往的老需求來進行的話,恐怕仍是難以有較大的展開。深孔鉆一般是運用高速鋼,硬質合金做的
-
18-07-21隨著科技時代的到來,在許多的作業中關于深孔鉆的運用仍是恰當的多,特別是關于深孔鉆來說,假設仍是依照以往的老需求來進行的話,恐怕仍是難以有較大的展開。深孔鉆一般是運用高速鋼,硬質合金做的
-
18-07-21隨著科技時代的到來,在許多的作業中關于深孔鉆的運用仍是恰當的多,特別是關于深孔鉆來說,假設仍是依照以往的老需求來進行的話,恐怕仍是難以有較大的展開。深孔鉆一般是運用高速鋼,硬質合金做的
-
18-07-21隨著科技時代的到來,在許多的作業中關于深孔鉆的運用仍是恰當的多,特別是關于深孔鉆來說,假設仍是依照以往的老需求來進行的話,恐怕仍是難以有較大的展開。深孔鉆一般是運用高速鋼,硬質合金做的
-
18-07-21隨著科技時代的到來,在許多的作業中關于深孔鉆的運用仍是恰當的多,特別是關于深孔鉆來說,假設仍是依照以往的老需求來進行的話,恐怕仍是難以有較大的展開。深孔鉆一般是運用高速鋼,硬質合金做的
-
18-07-21隨著科技時代的到來,在許多的作業中關于深孔鉆的運用仍是恰當的多,特別是關于深孔鉆來說,假設仍是依照以往的老需求來進行的話,恐怕仍是難以有較大的展開。深孔鉆一般是運用高速鋼,硬質合金做的
-
18-07-21隨著科技時代的到來,在許多的作業中關于深孔鉆的運用仍是恰當的多,特別是關于深孔鉆來說,假設仍是依照以往的老需求來進行的話,恐怕仍是難以有較大的展開。深孔鉆一般是運用高速鋼,硬質合金做的
-
18-07-21隨著科技時代的到來,在許多的作業中關于深孔鉆的運用仍是恰當的多,特別是關于深孔鉆來說,假設仍是依照以往的老需求來進行的話,恐怕仍是難以有較大的展開。深孔鉆一般是運用高速鋼,硬質合金做的
-
18-07-21隨著科技時代的到來,在許多的作業中關于深孔鉆的運用仍是恰當的多,特別是關于深孔鉆來說,假設仍是依照以往的老需求來進行的話,恐怕仍是難以有較大的展開。深孔鉆一般是運用高速鋼,硬質合金做的
Zui新資訊
/NEWS 在線客服
在線客服