

鋁材深孔鉆加工中的鉆孔操作方法步驟分析
文章作者:臺翰機(jī)械 發(fā)布時(shí)間: 瀏覽次數(shù):3604次
摘要:今日,小編要著重給廣大網(wǎng)友們介紹的是鋁材深孔鉆加工之鉆孔操作方法及深孔鉆加工能力范圍,對此還不是很清楚的網(wǎng)友們可別錯(cuò)過下文那么好的了解機(jī)會,相信網(wǎng)友們看完之后會對鋁材深孔鉆加工有個(gè)更加全面的了解哦!
深孔鉆床,有別于傳統(tǒng)的孔加工方式,主要依靠特定的鉆削技術(shù)(如槍鉆、BTA鉆、噴吸鉆等),對長徑比大于10的深孔孔系和精密淺孔進(jìn)行鉆削加工的的專用機(jī)床統(tǒng)稱為深孔鉆床。其代表著先進(jìn)、高效的孔加工技術(shù),加工具有高精度、高效率和高一致性。接下來,小編就給廣大網(wǎng)友們詳細(xì)介紹一下鋁材深孔鉆加工的情況,希望網(wǎng)友們喜歡!
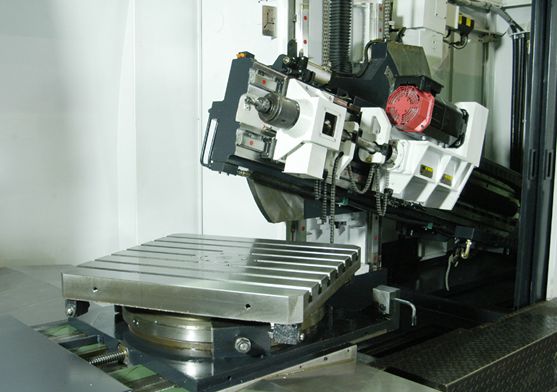
鋁材深孔鉆加工
鋁材深孔鉆加工之鉆孔操作方法詳解,如下所示:
鋁材深孔鉆加工裝夾擦拭干凈機(jī)床臺面、夾具表表面、工件基準(zhǔn)面,將工件夾緊,要求裝夾平整、牢靠,便于觀察和測量。應(yīng)注意工件的裝夾方式,以防工件因裝夾而變形。
鋁材深孔鉆加工鉆孔前必須先試鉆:使鉆頭橫刃對準(zhǔn)孔中心樣沖眼鉆出一淺坑,然后目測該淺坑位置是否正確,并要不斷糾偏,使淺坑與檢驗(yàn)圓同軸。如果偏離較小,可在起鉆的同時(shí)用力將工件向偏離的反方向推移,達(dá)到逐步校正。如果偏離過多,可以在偏離的反方向打幾個(gè)樣沖眼或用鏨子鏨出幾條槽,鋁材深孔鉆加工廠,這樣做的目的是減少該部位切削阻力,從而在切削過程中使鉆頭產(chǎn)生偏離,調(diào)整鉆頭中心和孔中心的位置。試鉆切去鏨出的槽,再加深淺坑,直至淺坑和檢驗(yàn)方格或檢驗(yàn)圓重合后,達(dá)到修正的目的再將孔鉆出。
注意:無論采用什么方法修正偏離,都必須在錐坑外圓小于鉆頭直徑之前完成。如果不能完成,在條件允許的情況下,還可以在背面重新劃線重復(fù)上述操作。
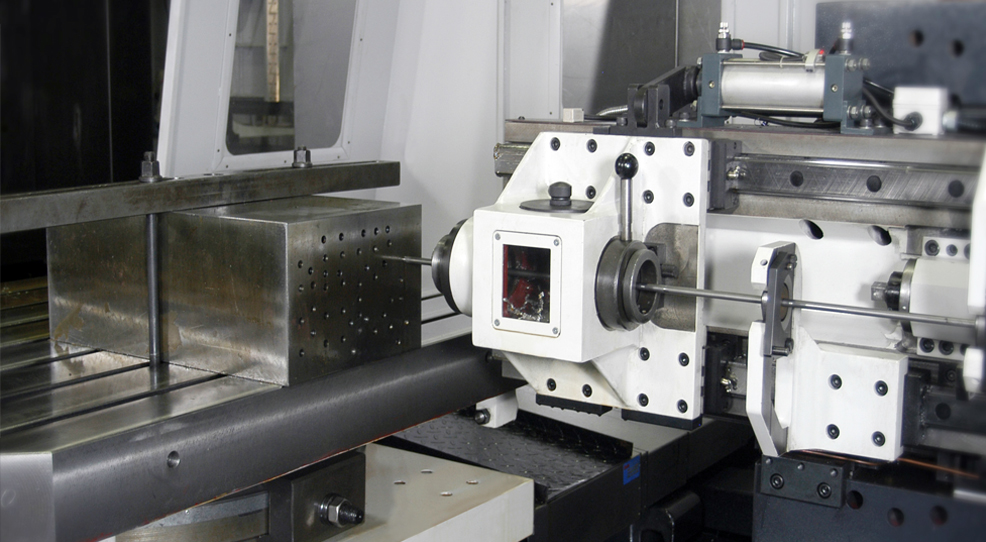
鋁材深孔鉆加工
了解清楚鋁材深孔鉆加工之鉆孔操作方法之后,讓我們一起看看深孔鉆加工能力范圍吧!
正常深孔鉆孔徑加工范圍D3~D40mm,單邊深度1.8米,對接3.6米。
加工材質(zhì):A3, 45#,所有模具鋼材,鋁材,銅材,鈦合金,有機(jī)玻璃,塑膠材質(zhì),不銹鋼,花鍵軸,鍍鉻棒。
希望本次小編給廣大網(wǎng)友們介紹的深孔鉆加工能力范圍以及鋁材深孔鉆加工之鉆孔操作方法能幫到有需要的網(wǎng)友們哦!
本文由自動鉆孔機(jī)廠家-臺翰機(jī)械整理發(fā)布,轉(zhuǎn)載請注明出處,原文地址:http://www.sanxingshouji.com.cn/news/270.html
延伸閱讀
Zui新資訊
/NEWS猜您想找
/News- 立式深孔鉆床槍鉆有什么品牌?
- 什么是深孔鉆頭 打孔深孔鉆頭與普通鉆頭有哪些不同
- 加工中心怎么對刀?輸入數(shù)據(jù)!
- 數(shù)控深孔鉆設(shè)備有哪些主要部件組成?
- 深孔鉆學(xué)徒工作總結(jié)—學(xué)習(xí)深孔鉆的方法
- 三軸深孔鉆教學(xué)和三軸深孔鉆的特點(diǎn)
- 雕銑機(jī)學(xué)編程多長時(shí)間?
- 加工中心材料越硬轉(zhuǎn)速是不是轉(zhuǎn)速越低?
- 8軸機(jī)深孔鉆與深孔鉆分類的介紹
- 鉆攻一體機(jī)的使用環(huán)境會影響機(jī)床壽命嗎?
- 鉆攻機(jī)攻牙為什么會一次攻到底?
- 墻鉆孔機(jī)怎么換鉆頭?需要注意什么東西?
擊這里給我發(fā)消息") 在線客服
在線客服